 コストパフォーマンス抜群! 東北泉の自信作です
コストパフォーマンス抜群! 東北泉の自信作です
 華やかでフルーティな香りとキレ。出羽桜を代表する吟醸酒。
華やかでフルーティな香りとキレ。出羽桜を代表する吟醸酒。

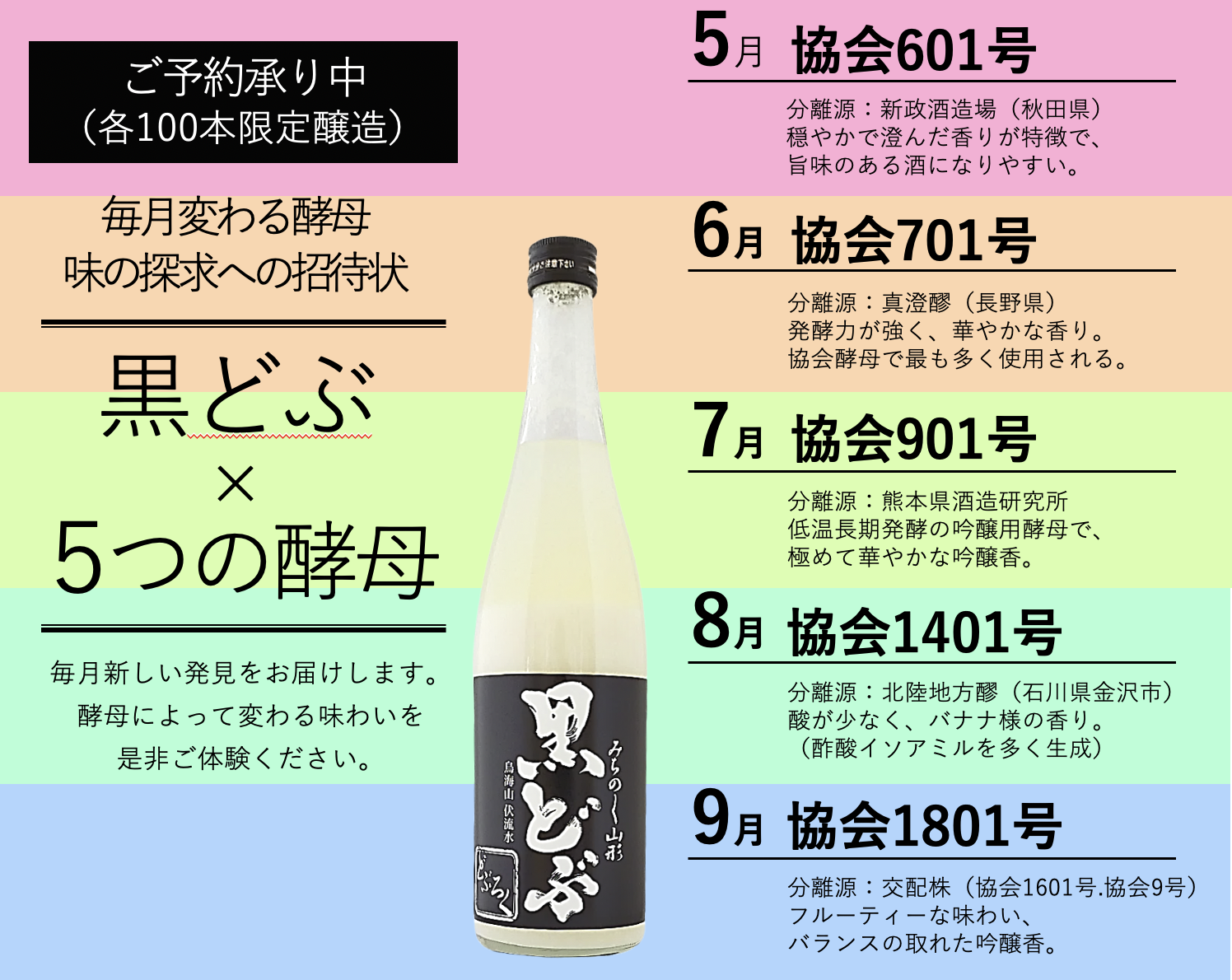



 お陰様で27年目
お陰様で27年目 ジューシーな米の旨味が美味しい芳醇生原酒
ジューシーな米の旨味が美味しい芳醇生原酒 シュワッとしたガス感とジューシーな旨味をお楽しみください
シュワッとしたガス感とジューシーな旨味をお楽しみください
 山形県内の厳選された10店のみ取り扱い可能な酒
山形県内の厳選された10店のみ取り扱い可能な酒
 酒田醗酵渾身の大吟醸どぶろくの熟成限定版
酒田醗酵渾身の大吟醸どぶろくの熟成限定版
 極々限られた特約店のみが取り扱いを許された酒
極々限られた特約店のみが取り扱いを許された酒
































山形県酒田市新橋4-5-15
TEL:0234-23-6300
FAX:0234-23-6302
営業:9:00~19:00
定休日 毎週日曜日
トップページ »
山形讃香
»
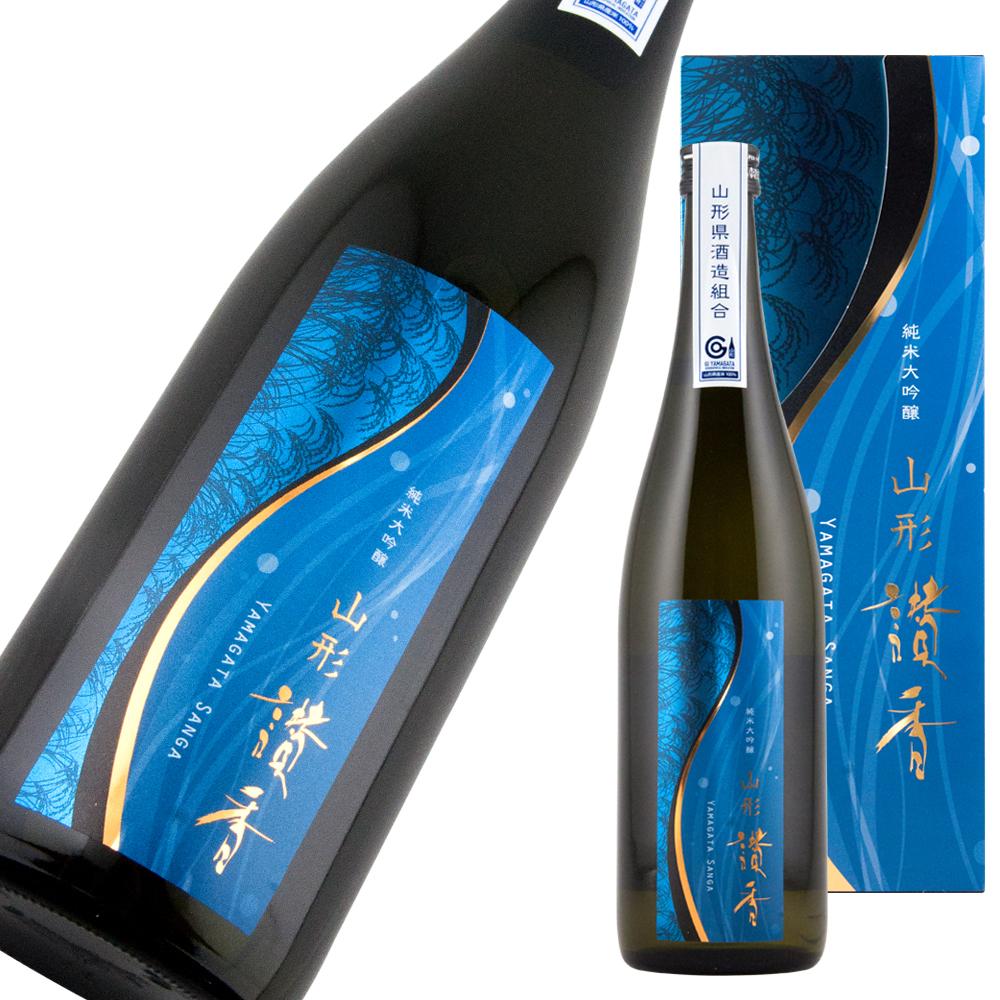
純米大吟醸 山形讃香 やまがたさんが




上喜元 しずく取り
720ml 11,000円 完売

GW期間中の営業日のお知らせ
・新橋本店 4/22〜5/11まで無休営業
・山居倉庫店 無休営業
・みなと市場店 4/25〜5/7まで営業
2024年は三店舗ともGW期間中は無休営業いたします。
毎年たくさんのご来店誠にありがとうございます。新橋本店の駐車場混雑時はスタッフにお申し付け下さい。
・新橋本店 4/22〜5/11まで無休営業
・山居倉庫店 無休営業
・みなと市場店 4/25〜5/7まで営業
2024年は三店舗ともGW期間中は無休営業いたします。
毎年たくさんのご来店誠にありがとうございます。新橋本店の駐車場混雑時はスタッフにお申し付け下さい。
ついに一般販売開始! 求評会で上位蔵元が醸す山形県を代表する酒
純米大吟醸 山形讃香 やまがたさんが
山形讃香とは共同銘柄だが、同一酒ではない。蔵元の個性が生きる夢のブランド。 昭和59年。壮大な構想が知事の提言により動き出していた。目的は本県を代表する大吟醸酒の商品化。 何より興味深いのが県産の大吟醸酒の中から選抜された、一定水準以上の数種を、共同銘柄『山形讃香』として売り出そうという点。 同一酒ではなく、各蔵元の個性もそのまま生かす...といった、まさに夢のブランドの実現であった。 酒造組合連合会はまず各蔵元(会員)に主旨を伝え、第一回目の大吟醸酒審査会の実施を告知。 参加は、既に大吟醸酒を造っている蔵元を中心に20社であった。 香味重視の厳しい審査の結果、約3割の7種が合格し、これらは昭和60年10月に、共同銘柄『山形讃香』としてデビューを果たした。 審査会側の熱意が伝わり金賞受賞数も格段に増加。 年に数回行われる審査会の厳格さは有名で、当初は「大吟醸の特質上、出品できる蔵元が限られるのではないか」「お互いの酒に 優劣をつけるのは反対」との反発もあった。 しかし審査会側の「県産酒の最高峰を!」との熱意が理解され始めると、良い酒を造れば『山形讃香』として認められる...といった理解や、吟醸酒造りに新規参入する蔵元も出てくるなど、前向きな競争意識が業界全体に波及していった。 思えばこれが、後の純米吟醸酒DEWA33誕生への布石でもあった。 「寡黙だが人の倍は努力」するのが山形県人。静かな闘志はやがて、技術力として実を結ぶことになる。 その証拠に『山形讃香』誕生以降の昭和61年頃から、東北や全国の鑑評会における本県の金賞受賞数が飛躍的に増加。現在では、金賞多数の常連県として全国的にも有名だ。 妥協を許さない真摯な姿勢、「最高峰」へのこだわり。 しかし過去に一度、頭の痛い出来事もあった。歳暮商戦を前に首都圏などの百貨店で欠品をさせてしまう。 原因は、直前の審査会での合格がゼロだったことによる出荷の制限。 「通常の大吟醸酒レベルでは何ら問題ない。しかし、あくまでも県産酒の最高峰にこだわると...」とのプライドが下した、当然の決断だった。 ──かたくななまでに厳しく、そして崇高とも思えるこだわり。 最高峰という言葉がただの飾りではないことを、一杯の『山形讃香』が清らかに語っている。 |
   しずく取りは桐箱入りです |
||||||||||||||||||||||
今期の山形讃香について原料米は山形県で大吟醸用の酒米として開発された「雪女神」の中でも、山形県で毎年開催される山形県優良酒米コンテストで県知事賞、 全農山形県本部運営委員会長賞、酒米協議会会長賞を獲得したものを使用します。 そして、山形県酒造組合が審査する雪女神で造った日本酒の求評会で上位の成績となった蔵元が醸します。 その年最高の山形県の酒米を、その年の造りが最も充実している蔵元が最高の造りをする純米大吟醸、それがこの「山形讃香」です。 本年度優良酒米コンテストで上位に入った志賀良弘さん(高畠町)が作った米を使用しています。 醸造は、昨年の雪女神純米大吟醸酒求評会で1位だった酒田酒造(上喜元)と東の麓酒造(東の麓)と和田酒造(あら玉)が担当。 県工業技術センターから助言を受け厳格な基準に沿って醸し、最高級酒に仕上げました。 3蔵の酒はブレンドせず、瓶にはそれぞれ製造元を記しています。 ラベルデザインは世界的工業デザイナー奥山清行さん(山形市出身)が担当。 青色を基調とし、水の流れやみずみずしさを表現しました。 4合瓶(720ミリリットル入り)を7千円で、本年度は約3千本限定で売り出す。 地理的表示(GI)「山形」の認知度も高めて、輸出も目指します。 10~15℃、やや大きめの酒器で、香り、味、後切れをじっくり味わうように楽しんでください。 爽やかで美しい、最高の日本酒の姿をお約束いたします。 今までは山形県のアンテナショップ等でのみの販売でしたが、満を持しての一般販売となります。 保管は5℃以下の冷蔵庫内を推奨します。室温ですと香味が悪い方向に変化する場合があり、せっかくの最高品質を損なうことがあります。 |
|||||||||||||||||||||||
※画像および商品説明文は実際に弊社スタッフが唎き酒し全て自社で作成しています。 | |||||||||||||||||||||||
このお酒の成分
|
補足情報
|
||||||||||||||||||||||
上喜元
720ml
7,000円
完売
上喜元 しずく取り
720ml 11,000円 完売
化粧箱が無いお酒や2本セットや3本セットの箱入れの場合は下記からご選択下さい。

※化粧箱・発泡スチロール箱は当店販売品への使用に限らせていただきます。
箱のみの購入や購入本数を超える箱の購入はできません。
画像をクリックすると大きな画像でご覧いただけます。
お酒のビンの形状等でご指定の箱に入れられない場合があります。
純米大吟醸 山形讃香 やまがたさんがの感想
全部で0件の感想があります。
同じジャンルのお酒を探す
フルーティな香り
上喜元
入手困難な銘酒
山形讃香
最高級の吊雫原酒
桐箱入りのお酒
純米大吟醸




 の部分は新橋本店(ネット通販部門)の定休日です。
の部分は新橋本店(ネット通販部門)の定休日です。