初孫醸造元、東北銘醸主催の第25回 初孫の酒を楽しむ会に参加してきました。
普通にチケットを購入したのですが、今年も一番前のテーブルで一番前の席を指定されました。
気楽にお酒のペアリングを楽しむつもりでしたが、せっかくの機会なのでテーブルをご一緒させていただいたお客様に、お酒の説明や解説をしながら楽しみました。
料理とお酒を堪能されたようでよかったです。
回を追うごとに好評のこの企画ですが、チケットはなんと5月には完売。
その後もチケットは買えないのか? と蔵元に多数問い合わせがあったそうです。
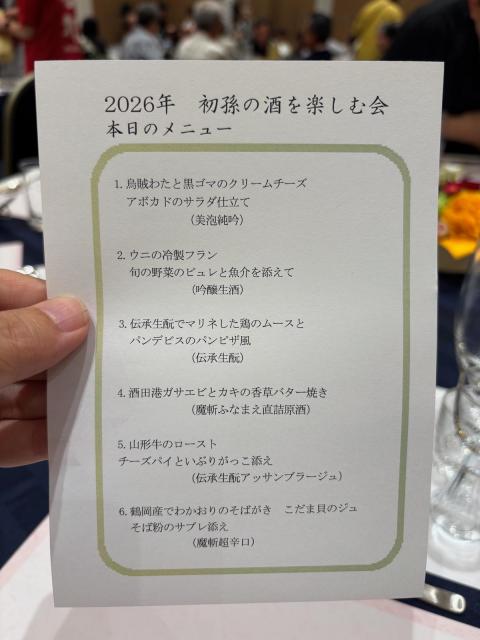
御料理は酒田を代表するフレンチ。ル・ポットフー。
木川屋のメールマガジンの連載をお読みの方ならピンと来たと思います。
そうです、初孫の佐藤家が創業したル・ポットフーです。
事前の試食や試飲を重ねて企画を練り上げただけあって、ペアリングは見事でした。 秘蔵の熟成酒は初孫ならではのものがありました。
テーブルごとにお酒があたる抽選もあり、隣のテーブルの私の友人(実は上喜元内藤杜氏の義兄)が当選し、彼が私たちのテーブルの抽選をしたら、今度は私が当たってしまいました。
なんだか「ヤラセ」感(笑)が漂う結果となりましたが、せっかくの機会なので同席した仙台のお客様にお譲りしました。 初孫を楽しんで、また酒田に来ていただければ何よりです。
当店のお客様も多数お越しいただき、たいへん盛り上がった会となりました。
当日お会いした皆様楽しい時間をありがとうございました。
もし機会が有りましたらぜひ皆様もご参加下さい。