今期(R5BY)の酒造りから新体制となった「やまと桜」。
最大のトピックは新杜氏の就任です。 造りも一段落してきた3月に木川屋は蔵元にお邪魔させていただきました。
遠田嘉人(えんだ よしと)杜氏は、日本で三番目に古い酒蔵の秋田県仁賀保の飛良泉に38年在籍し、2023年の9月からやまと桜に移籍されました。

飛良泉時代は蔵人としていわゆる働きの仕事から叩き上げで杜氏にまで上り詰めた酒造り一筋の方です。
現在遠田杜氏は58歳。
やまと桜では冬季間の造りの時期だけ蔵の二階に住まわれています。 飛良泉時代も寮生活していたので冬季間の酒造りの生活には慣れっことのことです。 言葉で言うのは簡単ですが職場にずっと泊まり込んでいるのですから、たいへんな仕事です。
山形県は山形県研醸会という歴史のある会があり、山形県内はおろか山形県外の蔵元も参加して酒造りの技術を磨く勉強会をしています。 飛良泉時代から遠田杜氏も10年以上研醸会に参加されていて山形県内の蔵元とも交流が有りました。
「去年は自分は一年造りをしていなかったが、昨年雪の茅舎の副杜氏に酒の味を忘れるといけないから」と広島の全国新酒鑑評会に誘われて参加したところ、 同じホテルに山形県工業技術センターの石垣先生がいらしたことで、やまと桜へ入ることになったそうです。
木川屋が今回やまと桜を訪れるきっかけになったのは試飲です。 営業の川合さんがぜひ飲んでほしいとサンプルを4種類持ってきてくれました。
このときはやまと桜は経営母体も変更となったこともあり、地元の庄内町でもほとんど置かれていない状況でした。 しかし、試飲したところそれまでの佐藤勝杜氏の味と全く異なっていて驚いたのです。これは蔵元に行かなければ...。
遠田杜氏は言います。
「昔のファンには申し訳ないが、勝さんの真似をしても勝さん以上に良い酒を造ることはできない。
蔵元からも自分の思う通りにやってもらって構わないと言われて蔵に来たので、酵母から麹、ほとんど変えてみた。
蔵人も最初は戸惑ったが、勝さんが良い蔵人を育ててくれたおかげでなんとかなった。」
もちろん、以前の勝杜氏の酒も本当に良い酒でした。酸が強く骨格のがっしりとした長駆熟成にも耐える酒でした。 しかし遠田杜氏の酒は、勝杜氏の酒ともまた異なり別のベクトルの酒質の高さが感じられ、非常に興味深い味わいでした。
木川屋は取引開始前に蔵元に出向き、蔵元の考えや杜氏の考え、製造現場を見学させていただき唎き酒をしてから正式に取り扱いを開始します。 蔵の大小に関わらず、自分たちの目で見て、音を聞き、香りを嗅ぎ、味わい、そして蔵の取り組みを学びます。今回の見学はそのためのものです。

洗米は糠をどれだけとるか、どれだけ綺麗にできるか気を遣っています。

古い洗米機も塩ビパイプで自分たちで作り直して使っています。

チェーンホイストで上げるので釜堀は行わないのは蔵人にはとてもありがたいことだと思います。
蒸し場にボイラーはなく、下の階にありそこから蒸気だけ送られてくる仕組みです。

限定給水させたものはカバーをしてこれ以上水分が飛ばないようにしています。


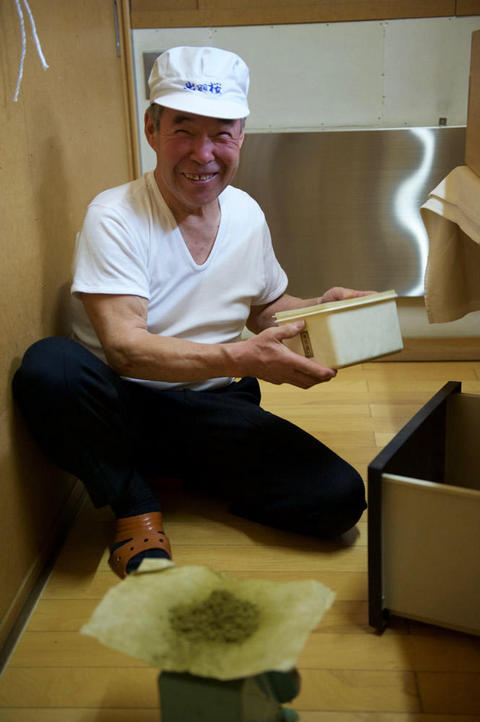
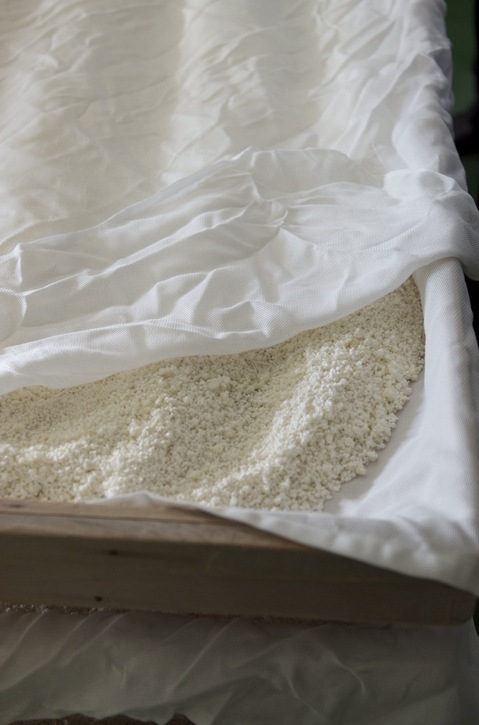
麹室へやってきました。麹は床(とこ)を使って大箱に盛って作ります。出品も全て同じやり方でやっています。

酒母は現在は速醸で作っています。速醸は中温速醸で酛屋の岡部さんが一年目だからいかにも簡単で造りやすい方法を選んだそうです。
現在は速醸酛だけだが、いずれは山廃もやりたいそうです。自分が元々山廃の造りは多くしていたので。(飛良泉は山廃で有名です)
山形県は1801酵母はKA酵母とまぜて使う場合が多いのですが、遠田杜氏は1801酵母単体で使用しています。 副杜氏候補の岡部さんの車のナンバーが1801。(笑)なので何かの縁なのかも。

鉄筋棟の3Fからの景色。
煙突がある建物が昔の土蔵蔵です。
煙突の下には昔使っていた釜があります。

鉄筋棟の醪部屋です。

「この蔵は鉄筋3Fの蔵は50年くらいになっていますが 土蔵の蔵を今年は復活させようと思っています。 多分ここのスペースは鉄筋の醸造棟ができてから使っていないと思います。 タンクで満杯になっていて、そのタンクを処分して綺麗に清掃しました。」

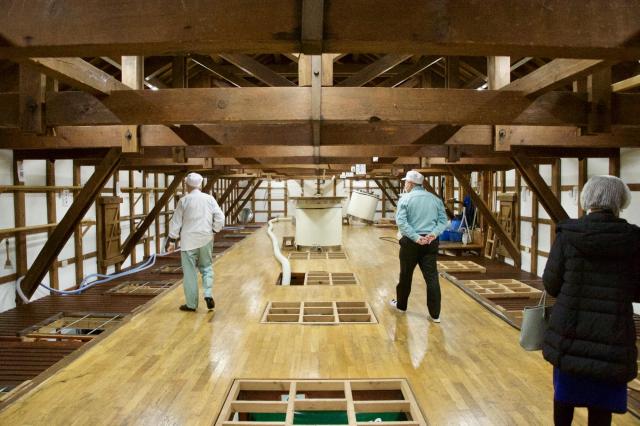
土蔵蔵はかなり広く、昔はタンクが18本入っていたそうです。
大昔は高清水に桶売りしていた時期もあったらしく、そのときの名残かもしれません。
壁や天井なども充填剤を使ったりハウス用のビニールなどを使って自分たちで補修を行って現在は醪部屋として復活しつつあります。

窯場に近い母屋の上の階に昔は蔵人が泊まっていたそうで、現在はこの釜は使っていません。

醸造にはチタン製タンクも使用し始めました。

設備の足りない部分はタンクを冷水マットを巻いて水中ポンプを中にいれて塩ビパイプで配管して自家製で冷却システムを作ってなんとかしのいだそうです。
今年は冬が暖かくて本当にたいへんだったとのことです。

雄町の35%精米のタンクも日にちごとに異なるタンクを利き酒させていただきました。昨日留めた醪です。

次は4日目。

搾りは薮田を30年以上使っており、600kg仕込みは一発で絞っています。
5000L級のタンクの場合は1200kg仕込みになり2日に分けて絞っています。
面白い味だったらわざとタンクを別にして管理しているそうです。

大昔に使用していた佐瀬式の圧搾機です。

ビンへの充填は全て手詰め。火入れはビン燗殺菌で風味を逃さずに行っている。

古い打栓機が壊れてしまったので、空気圧で行う打栓機を作っています。
アタッチメントを変更して720mlや1800mlに対応しますが、フットペダルで操作できるように、なんと自分たちで改造しています。
打栓機を購入するにも三ヶ月待ちだったので、待っているくらいなら作ってみようかと挑戦してみたとのことです。

「ビン洗い機ほしいなと思っても1000万とかかかるので、醸造機械はできるだけ工夫して自作しています」

ラベルも全て手貼りで行っています。
たいへんな作業本当にご苦労さまです。

鑑評会の出品用酒はタンク1本。
文字通りの一発勝負です。山田錦40精米で、今年の山田錦は自分が使ったのは普通の出来だったそうです。
雪女神は普通に造ったら粕歩合が50%にもなりました。
結果的に雪女神も良いのが出来たが自分は最初から今年は山田錦で出品するつもりでしたのでそれで出品しています。
(R5BYの全国新酒鑑評会でやまと桜は見事金賞に輝いています。杜氏移籍一年目の金賞は快挙です!)

この後5種類ほど試飲をさせていただきました。
今年の造りを振り返って...。
こっちにきて一番心配なのは人間関係だったそうですが、 季節(冬季間の製造時期のみの方)が2人、全部で5人(営業の川井君にも手伝ってもらう)で製造しており、 営業といっても営業する時間もなく。製品から製造まで全員で業務にあたっているそうです。
前に営業担当だった岡部さんは副杜氏候補で酛屋の仕事を教えているそうで、もともと岡部さんも造りを手伝っていたので憶えは早かったとのことです。 幸い熱意のある蔵人に恵まれ、少数ながら前向きに造りを行っています。
米の買付のときに、出羽燦々・出羽の里・雪女神は無いと言われたが八反錦・雄町・山田はあると言われてなんとか特等の八反錦を手に入れたそうです。 遠田杜氏は八反錦を使うのは初めてで「自分はここにきて山田錦以外の米は全て初めてだった。良い勉強をさせてもらった。」と話されていました。
遠田杜氏が来てからは精撰(旧二級酒)もがんばって一回ビン火入れの原酒で市販化しています。 精撰で原酒というのはアルコール度数17や18%を加水して15%まで落とすが、やまと桜はそれをやリません。
「自分が来てからはどの酒も加水はしていない。醪で完成させる。」遠田杜氏のポリシーです。
精撰(旧2級酒)にも1401酵母使っていて、地元の人たちに味が変わったと言われたそうです。
酸っぱいと言われたが全然酸っぱくはなかった。
お燗向きの酒じゃないが、お燗されてしまったかも炭酸ガスも出ていたので
酸っぱいと思われたのかもしれない。
精撰も搾って数日で瓶詰めしたのでガスもたくさん入ったかもしれない。(笑)
出品は1本のみのタンクで「何本も有るのは疲れる(笑)」と笑っておられました。
ベテランの遠田さんでも斗瓶を取って分析をするときはとても緊張するそうです。 今までは全国新酒鑑評会は通算で9回金賞、それ以外は全て入賞されています。入賞を外したことは無いのです。(すごい!)
東北の鑑評会も優等賞を外したことがなく、一度審査員特別賞(東北2位)もとったことがあります。
また名門酒会の品質管理委員を6年ほど務めた経験もお持ちです。
実は遠田杜氏は木川屋みなと市場店を何度か利用してくださっています。
ちゃんとした接客をしていたと話してくれた。
(今回見学に行ってその事実を初めて知りました)
今日は長時間にわたって隅から隅まで見学させていただきました。 たいへん勉強になりました。
新しい体制のやまと桜、遠田杜氏の人柄を中心に蔵人たちが同じ方向を向いてよりよい酒を醸造されていることがよくわかりました。
良い設備が良い酒を醸す、では良い設備が無い蔵は醸せないなのか?
そういうこともあるかもしれませんが、やまと桜に関してはNoです。
足りない部分を予算を最大限に使って自作で補ったり、造りそのものを緻密にコントロールして結果として生まれる酒の品質の向上をひたすら追求しています。 そして、その結果が鑑評会の成績として、何より酒の旨さとしてカタチになっています。
これからのやまと桜に木川屋はとても期待しています。
やまと桜の酒は今後取り扱いを増やしていきます。
小さな蔵ですが、品質と蔵人の情熱、そして何よりも酒の美味しさは折り紙付きです。
ぜひみなさまも応援お願い致します








































































































































































































































































































































































































































































































































































































































































 。
。





























 初孫の敷地に入ると右手に蔵探訪館、左手に社屋、そして一番奥に 醸造棟が建っています。初孫の醸造棟は長さが約100mほどもある 多きなものです。
初孫の敷地に入ると右手に蔵探訪館、左手に社屋、そして一番奥に 醸造棟が建っています。初孫の醸造棟は長さが約100mほどもある 多きなものです。

 栄光冨士の最大の特徴はレギュラーから
高級酒まで全部東北生まれの10号酵母で醸しています。 酒母は全品高温糖化です。 杜氏さんは、南部杜氏の熊谷氏が季節になると岩手からやってきます。
栄光冨士の最大の特徴はレギュラーから
高級酒まで全部東北生まれの10号酵母で醸しています。 酒母は全品高温糖化です。 杜氏さんは、南部杜氏の熊谷氏が季節になると岩手からやってきます。