明治35年創業の齋彌酒造店。
趣のある建物は国の登録有形文化財に登録されています。
手前の方は齋彌酒造の佐藤昭久専務です。
お忙しい中、丁寧に蔵を案内して下さいました。

創業当初からの銘柄となる由利政宗。
現在は平成元年から始まった雪の茅舎が主力銘柄となります。

正面玄関のガラスが歪んでいるのがわかるでしょうか?
このガラスも創業当時のガラスで、手吹きのものになります。
上喜元や栄光冨士の母屋もこのようなガラスを今も使っていました。貴重なものですね。

内側からガラスを通して外を見ると、ガラスの厚さが均一ではないことがよくわかりますね。
(電線や屋根の歪みを見るとわかります)

玄関を入ってすぐの右手には半切りが置いてありました。
生酛造りに使用する桶で、これを使用して昔は元摺りを行いました。
酒造りの歴史を刻んできた道具です。

母屋は現在は使われていないそうです。
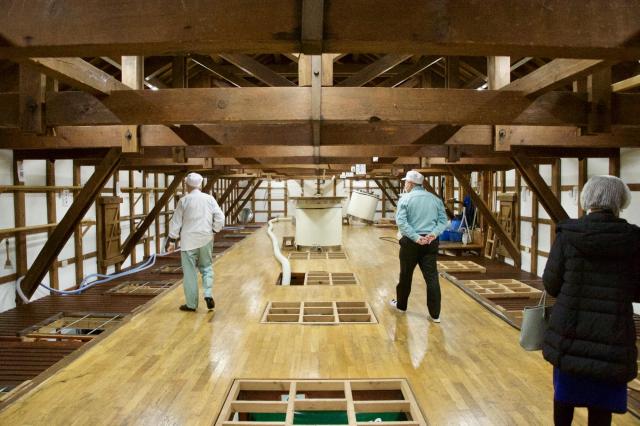
東京農業大学教授の小泉武夫博士が命名した「のぼり蔵」、下の画像は齋彌酒造店のWebから拝借しています。
原材料から製品になるまで、なだらかな丘陵地を利用して米が下りてくるにしたがって日本酒へと変化していく効率の良い仕組みです。
私達が今立っているところは下の画像の事務所のところです。
似たような仕組みでは、酒田の菊勇も3Fの建物の上から蒸し、麹、酒母、醪といったように下に降りていくように醸造しています。

のぼり蔵の様子がわかりやすいのが上の画像です。
ゆるやかな傾斜になっています。

入ってすぐのところから窯場を見上げた画像です。
齋彌酒造に入って一番驚かされるところは徹底した清掃です。
蔵内のどこをとってもチリ一つなく磨き上げられています。
これだけの設備をここまでの清潔さを保つというのは並大抵のことではありません。
建物の新しい・古いではなく、清潔な綺麗な蔵元からは良質の酒が生み出されていることが本当に多いです。
私が30年近く前に酒造りの修行をさせていただいた出羽桜酒造山形工場も建物は古かったのですが、掃除・清掃は徹底していました。
手が空いたらとにかく掃除です。

齋彌酒造の酒造りをパネルで説明してくださる佐藤専務。
齋彌酒造では契約栽培をしている農家に栽培の講習会を開き、良質の原料米を栽培していただくところから手掛けています。
各農家へはあきた酒こまちの種子の配布も行っています。

私達の到着時刻に合わせて蒸しの作業を行って下さいました。
齋彌酒造で使用する米は、わずか4種類。
山田錦、秋田酒こまち、山田穂、ひとめぼれとなります。
さまざまな品種の米を使う蔵も多いですが、4種類のみというのは私が蔵を見せていただいた中では最も少ない数です。
高橋杜氏のお話では「最近は山田錦をきちんと使わずして他の米を使う蔵も増えてきたが、山田錦という米は本当に素晴らしい。
この米を超える米はそうあるものではない」とのことでした。

齋彌酒造の蒸しは甑(こしき・和釜)を使用しています。
連続蒸米機は使用していません。
注目すべきは釜堀り作業が無いことです。
たいへんな重労働である釜堀り(蒸米をスコップ等で掘り起こす作業)がなく、画像のチェーンホイストで一気に釣り上げます。

多めの量でもご覧のとおりです。


吊り上げられた蒸米は放冷機の入り口から投入されます。

放冷機の出口付近で種麹を振ります。
振られている方は、高橋藤一杜氏です。
秋田を代表する名杜氏のお一人で、NHKのプロフェッショナル 仕事の流儀にも登場された方です。
今の齋彌酒造店の高品質な酒造りは高橋杜氏をはじめとする情熱ある蔵人たちの試行錯誤の賜物です。
(NHKのプロフェッショナル 仕事の流儀はこちら)
蒸し上がった米を食べさせていただきました。
今まで蔵見学で訪れた蔵の米とは明らかに蒸し上がり具合が違います。
蔵ごとの設計だとは思いますが、齋彌酒造の蒸米はまるでゴムのようです。
外側が乾いて固くなっていないのです。
ひねり餅を作って食べましたがやはり食感も異なります。
水分量が多いイメージですが外硬内軟ではなく外側も水分が適度にあるのに硬くないのです。
この感触にはたいへん驚きました。

簡単に麹菌を振っているように見えますが、杜氏自らが蒸米を見極めながらの作業です。
麹室でもやし(種麹)を振らないのは、室内が汚れてしまうのを嫌ってのことだそうです。

引き込み作業が終わった麹室に特別に入らせて頂くことが出来ました。
見学の一週間ほど前から納豆やヨーグルトなどは口にしていません。

秋田杉が贅沢に使用された麹室です。
この麹室は30年前に完成したそうです。
手前が床台になります。
奥にはハクヨウ五段の製麹機が複数有ります。
麹担当は杜氏を含んで5人で行っており、製麹機があるのですが泊まりもあるそうです。

オールステンレスの室にしている蔵元もありますが、木の方が湿度管理ができるという判断で、杉材を使用しています。
厚みが有ったほうが材料が呼吸をしてくれて湿気も吸うとのことで7分板(かなりの厚みがあります)の麹室になっています。

こうして適度に湿気を取り除いた麹米は米のさばけが良いのが特徴。
齋彌酒造では麹米は全て山田錦を使用しています。

高性能な製麹機として知られるハクヨウ五段ですが、齋彌酒造では東北でも最も早くから導入をした蔵の一つです。

それをそのまま使用するのではなく、独自に改造を行ってもいます。

これは新たに追加導入されたハクヨウ五段です。
齋彌酒造が行った改良を、メーカーが取り入れている点もあります。
齋彌酒造は全国新酒鑑評会出品酒も全てハクヨウを使用しています。
高橋杜氏は蒸米の表面を乾かすことはしない、悪いと考えており、
ふんわりした米、弾力がある(ゴムのような)蒸米を造ることで
麹菌が中まで入ると考えています。

醪部屋にやってきました。


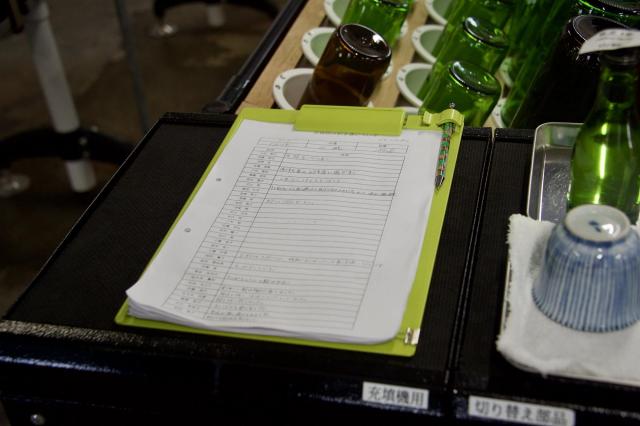
高橋杜氏の計らいで、醸造途中の醪の味を確認させていただきました。
私達の試飲メモです。
出品酒 純米大吟醸 山田35 8日目、元気でシュワシュワ、甘み、後味良い
大吟醸 山田 20日目 すっきり、甘み純米大吟醸よりも少ない、酸有り
建物の2Fに上がりました。
2Fの床はタンクの上の口の高さになり、安全に醪を確認することができます。
複数の醪を拝見しましたが、それぞれに醪の表情が異なりとても興味深いです。





齋彌酒造の酒造りは3つの「ない」を徹底して守っています。
そのうちの一つが醪に櫂入れを行わ「ない」です。
高橋杜氏によると、醪は自らの醗酵によって自然と温度の差が生まれたりガスが生じることなどさまざま要因が絡み合い対流が起きます。
その対流を櫂入れによって邪魔をしてはいけない、と考えています。
もちろん全く櫂入れを行わないではなく、添・仲・留と三段仕込みのそれぞれのタイミングで櫂は入れます。
しかし、その後は櫂入れは一切行いません。
「醪をかき混ぜるのはブレーキ。温度変化は有って当たり前。醪は自ら対流する」
高橋杜氏の言葉です。
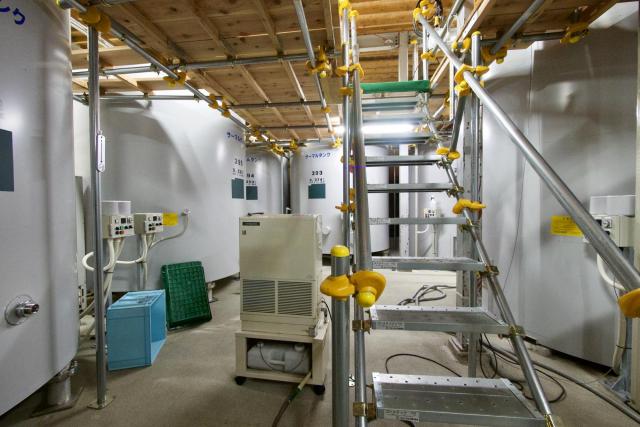
タンクはウォータージャケットを使い、サーマルタンクも複数あるのですが酒が硬くなるという考えから仕込みには使用していません。

醪部屋の2F部分には酒母室が有ります。
画像の通り、ここは第一酒母室で速醸酛用の部屋です。
一つの部屋を間仕切りなどで区切るのではなく、完全に別棟の別の場所に山廃用の酒母室が有ります。

酒母室の中もたいへん清潔に保たれています。
蔵のどこに行ってもとにかく清潔なのです。

建物の構造材の梁などの上にもホコリが乘っていないのです。


酒母も覗かせていただきました。

出来上がった麹の枯らし場もホコリや雑菌がつかないようにプレハブの冷蔵室になっています。
齋彌酒造では酵母も自家製のものを使用しています。
ここは酵母の保管庫になります。

この試験管に入っているのが培養されている酵母です。
酵母は秋田酵母 No.4で統一してその中から11株を使われているそうです。
その酵母をさまざまに組み合わせています。
以前は株数はもっと有ったそうなのですが、現在は集約して11株とのことでした。

圧搾機は薮田が二機入っています。
圧搾の部屋は-5℃まで冷却され、雑菌の繁殖を抑え清潔な環境で安定した搾りが行えるようになっています。
この部屋もたいへん清潔に保たれていました。
その2へ続く